






















Potreba za različitim oblicima savijenog lima na tržištu je sve veća, pa su pored različitih profila ili bubnjeva za spremnike i kotlove, različiti oblici lima našli svoje mjesto u industriji proizvodnje energije kao što su hidroelektrane, termoelektrane, vjetroelektrane, nuklearne elektrane itd. U kemijskoj industriji potrebni su cjevovodi, visokotlačna oprema, visokokvalitetne cijevi i dijelovi spremnika. Zbog toga je vrlo važno imati odgovarajuću opremu za oblikovanje limova, a prije svega strojeve za savijanje lima specijaliziranih za rad u teškim uvjetima.
U suradnji s Planik Machinery donosimo niz informativno edukacijskih sadržaja
Stroj za kružno savijanje lima ili savijačica je stroj koji radi s tri ili četiri valjka za savijanje. Princip savijanja ne mijenja se značajno ovisno o tome ima li stroj 3 ili 4 valjka, a cijeli postupak je vrlo jednostavan.
Strojevi za kružno savijanje lima sa 3 valjka
Stroj s 3 valjka obično ima dva fiksna valjka, dok se gornji okomito pomiče kako bi zauzeo položaj prikladan za željno savijanje. Promjenom relativnog položaja i rotacijskog kretanja radnog valjka postiže se kontinuirana plastična deformacija tako da se obradak dobije unaprijed određenim oblikom.
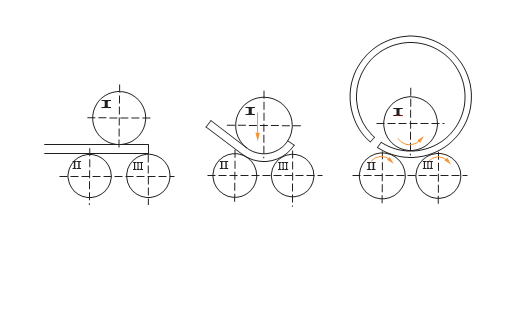
Pri savijanju se radni komad postavlja između donjeg i gornjeg valjka. Nakon postavljanja ploče između valjaka, gornji valjak se spušta kako bi se učvrstio radni komad, a istovremeno se postigne dovoljan pritisak na lim, pod kojim se on plastično deformira i presavija. Prilikom rotiranja valjka dolazi do trenja između lima i valjka, tako da se lim kreće duž duljine. Istovremeno, gornji valjak povećava pritisak na radni komad. Kada graničnik prelazi donju granicu gornjeg valjka (zona deformacije valjka) u jednom okretaju, a tlak prelazi granicu savijanja, dolazi do plastične deformacije i ploča se preklapa do željenih dimenzija po cijeloj dužini. Podešavanjem relativnog položaja između donjeg i gornjeg valjka, lim se može sklopiti na promjer koji nije manji od promjera gornjeg valjka. Ovdje možete vidjeti princip simetričnog kružnog stroja za savijanje s 3 valjka:
Valjci 2 i 3 kreću se u istom smjeru i istom brzinom. Zahvaljujući trenju između lima i valjaka, radni komad se pomiče unaprijed. Podešavanjem položaja gornjeg valjka može se postići željeni kut savijanja. Ako radni komad ne postigne odgovarajuću zakrivljenost nakon prvog savijanja, može se podesiti i pokrenuti postupak u suprotnom smjeru dok se ne postigne odgovarajući oblik.
Nakon savijanja zbog položaja valjaka, na radnom komadu neizbježno ostaje ravan dio na krajevima lima. Ovaj ravni dio je približno polovice duljine razmaka između središta donjih valjaka. Iako se pojava ravne linije smatra manom simetričnih savijačica s 3 valjka, njihova jednostavna struktura, jednostavna uporaba i niska cijena još uvijek ih čine najtraženijim modelom kružnih savijačica limova. Osim toga, postoje metode kojima se lako može riješiti ovaj problem. Neke od njih možete pročitati u nastavku.
-
Predsavijanje
– ovo rješenje uključuje savijanje listova ploče – radni predmet stavlja se u prešu prije početka kružnog procesa savijanja.
-
Dodavanje “podloške” za radni komad u toku predsavijanja
– ova metoda uključuje ugradnju “podloška” zajedno s radnim predmetom koji je dizajniran za savijanje i obavljanje postupka prednamještanja rubova na samom kružnom stroju za savijanje. Prilikom primjene ove metode treba uzeti u obzir mogućnosti kružnog stroja za savijanje i snagu primijenjene sile na “podložak” i radni komad
-
Ostavljanje viška na rubovima
– ako predvidite da će određeni dio oko ruba prije savijanja ostati ravan, možete ga nakon savijanja odrezati i zadržati predviđeni savijeni oblik.
U asimetričnim modelima kružnih strojeva za savijanje s 3 valjka, položaj valjaka je bolje prilagođen da eliminira ravne rubove ploče, u kojem slučaju se donji valjci mogu montirati i vertikalno. Tako, u modelu s asimetričnim položajem valjaka, donji rotirajući valjak može biti podignut do sredine razmaka između dva valjka, dok se drugi može postaviti u odgovarajući položaj tako da se početni dio lista može sklopiti na kružni način. Ravni rub se može ukloniti s obje strane okretanjem valjaka na pola postupka savijanja preklapanjem stražnje strane lista. Dodatno, radni komad se može okrenuti i nakon završetka jednog ciklusa savijanja, a zatim će stražnji dio postati prednji, a oba ravna ruba biti eliminirana.
Strojevi za kružno savijanje s 4 valjka
Pored strojeva za kružno osvajanje lima sa 3 valjka na tržištu postoje i strojevi za kružno savijanje s 4 valjka. Oni nude brže i lakše upravljanje, ali također imaju i veću cijenu.
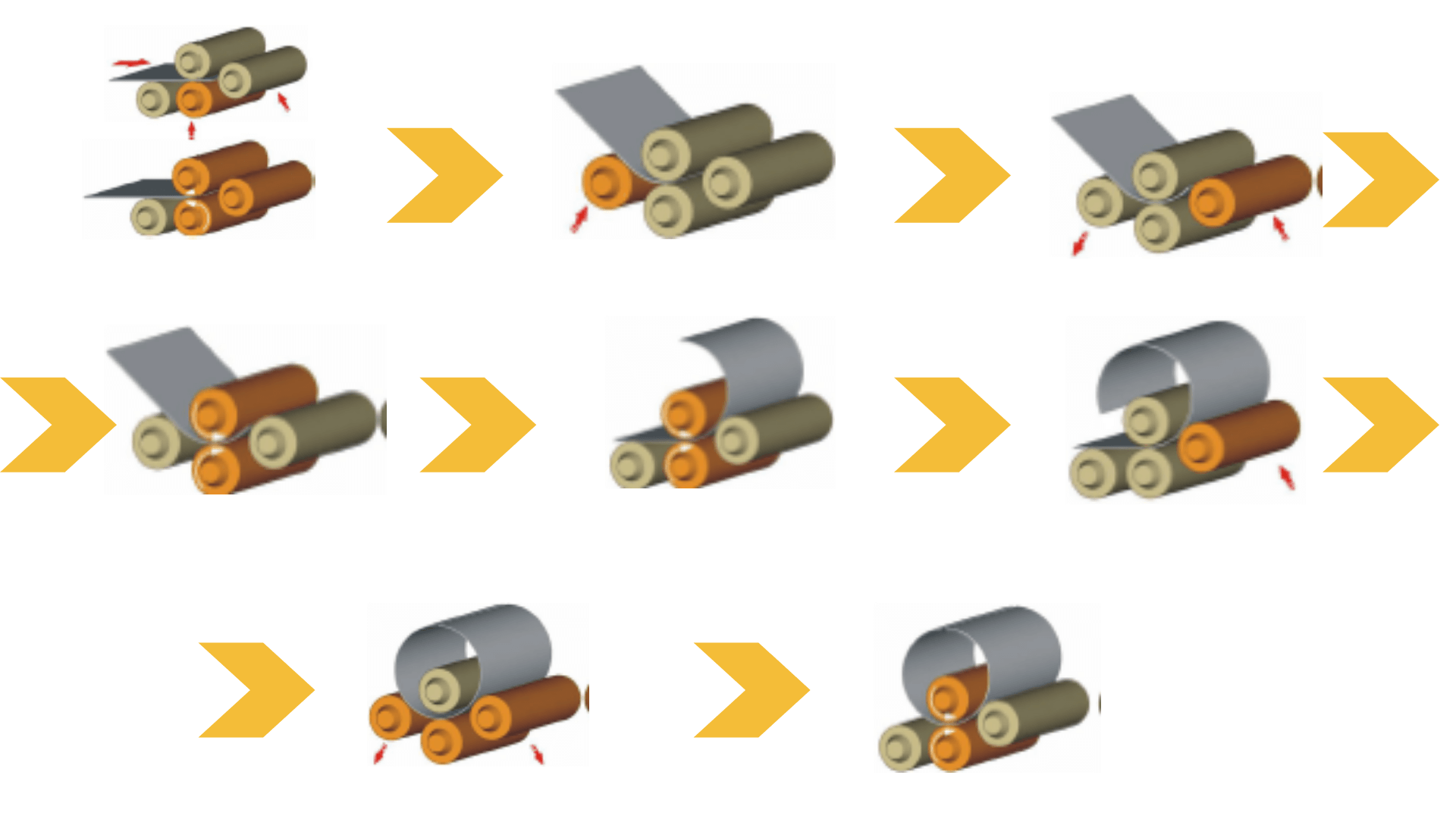
Princip rada stroja s 4 valjka sličan je stroju s 3 valjka, a glavna razlika je u tome što se dodatni valjak koristi za bolje prihvaćanje materijala i izvođenje postupka predpodešavanja. Tijekom savijanja gornji i donji valjak su statični, materijal je čvrsto postavljen između njih, a bočni valjci se pomiču i na taj način savijaju materijal. Da bi se uklonila ravna površina na rubovima materijala, donji valjak se pomiče prema gore da čvrsto drži materijal, a bočni valjak se pomiče i zauzima položaj za predpodešavanje. Za razliku od stroja za savijanje limova s tri valjka, gdje se za vrijeme predsavijanja pretpostavlja da se materijal spušta pri ulasku u stroj, u stroju s 4 valjka, materijal se postavlja vodoravno, omogućujući upotrebu motoriziranih vodoravnih držača materijala pri umetanju materijala u određene modele. Osim toga, umetanje materijala može se provesti na obje strane, tako da se stroj može postaviti pored zida i tako uštedjeti prostor.
Prednost stroja s 4 valjka je jedinstveni cjeloviti postupak savijanja. Uređaj prihvaća materijal jednim potezom, izvodi montažu i nastavlja savijati lim. Ovaj sustav ne zahtijeva od operatera skidanje, okretanje i izravnavanje materijala nakon postavljanja, kao što je slučaj s 3-valjkom. Preostali materijal u stroju čini stroj s 4 valjka do 50% učinkovitijim u usporedbi s modelima s 3 valjka i omogućuje da se materijal savija na željenom promjeru odmah nakon predinstalacije. Savijanje stražnjeg ruba počinje nakon savijanja materijala u jednom smjeru.
Bočni valjci su smješteni lijevo i desno od donjeg valjka i imaju svoje osi. Neovisna os svakog valjka omogućuje savršeno savijanje. “Stražnji” bočni valjak (koji se nalazi s druge strane umetanja materijala) također ima funkciju stražnjeg graničnika i poravnava materijal. Ova značajka omogućuje operateru da radi bez pomoći drugih osoba. Savijanje u obliku kupea moguće je i na stroju s 4 valjka. Bočni valjci mogu biti postavljeni u kutu za izradu spojke, a donji valjak se može podići i zadržati i označiti materijal.
Strojevi s 4 valjka su brži i lakši za upravljanje, a njima može upravljati manje iskusan strojar. Idealan je za savijanje materijala debljine do 100 mm. Međutim, iskusni operater može obavljati iste funkcije na stroju s 3 valjka, koji je općenito manje cijene i češće se nalazi u proizvodnim pogonima.
Strojevi za kružno savijanje s 3 ili 4 valjka su neophodni su u mnogim industrijama, a rukovanje njima je vrlo jednostavno.








