

























Experts from Fraunhofer ILT are researching and developing laser processes for the economical joining, cutting, ablation and drilling of composite materials.
Plastics and metals each have specific properties, such as malleability, strength or thermal conductivity, all of which can be combined in hybrid components. Making these hybrid compounds requires, however, that metal surfaces first have to be prepared. This can be accomplished, for example, by means of microstructuring with cw laser or micro or nanostructuring with ultra-short pulsed (USP) lasers and different machine concepts, according to the experts.
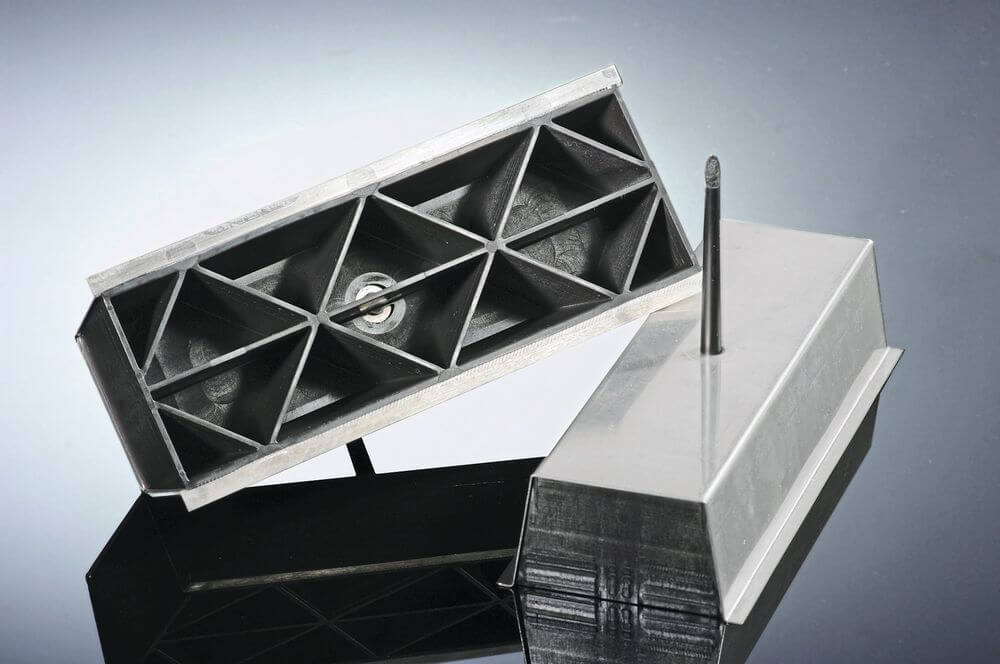
The lightest metallic construction material, magnesium, is characterised by a particularly high thermal conductivity. Together with the Institute for Plastics Processing IKV of RWTH Aachen University, Fraunhofer ILT is developing laser processes to microstructure magnesium, processes that subsequently enable very stable and form-fitting connections with various thermoplastics in hybrid injection moulding processes.
For such processes, a single-mode fibre laser (at a wavelength of 1064 nm) produces precise undercuts in the magnesium surface at area rates of up to 1000 mm2 per second; these undercuts can be filled with plastic in the subsequent hybrid injection moulding process.
“For short glass fibre-reinforced plastic, we have developed hybrid connections with high tensile shear strengths of up to 22.4 MPa – the components are not only extremely light but also, at the same time, extremely durable,” explains Christoph Engelmann, team leader of Plastics Processing at Fraunhofer ILT.
Moreover, since no adhesives are needed, aging processes also take place more slowly than with conventionally bonded joints.
There are few limits as to which plastics can be employed: In principle, all thermoplastic materials used in injection moulding are suitable here. They open up a wide range of possibilities for connecting components together and integrating functions, which the manufactured hybrid components later offer and which cannot be produced in pure metal construction.
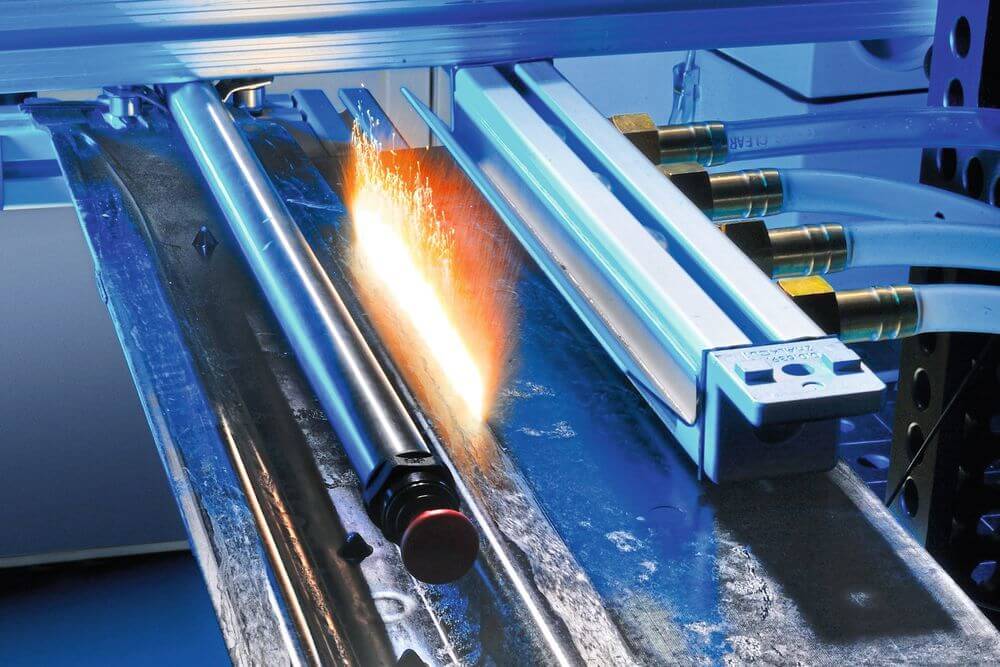
When lasers are used to cut thermoplastic composite materials, in particular carbon-fibre reinforced plastics, the process design generally aims to generate the smallest possible heat-affected zone. At the same time, it should maintain a productive and short processing time: Repeated fast scanning of the laser beam along the cutting path successively removes material and goes easy on the material.
“By continuously tracking the scanning field, we are able to use this procedure for large components,” explains Dr. Frank Schneider, project manager for Macro Joining and Cutting at Fraunhofer ILT.
Laser power, scanning speed and the cooling time between the scans influence the heat-affected zone and the processing time. The scientists are optimising these parameters and, thus, determining the best-possible settings for the material, which can also be adapted within a component in the case of hybrid parts made of a material mix.
Even if materials as diverse as glass fibre and carbon fiber-reinforced plastics should be separated, but which are stacked on top of each other, cutting can be done in one step – precisely, efficiently and without tool wear, thanks to the availability of cw high-power.
Gentle cutting processes for composites
In the lightweight sector, the integration of functional elements in CFRP structural components is often carried out via threaded inserts, e.g., in preforms for components in the automotive and aircraft industries. For this purpose, the inserts are placed in a form-fitting manner into mechanically drilled components and are then glued.
Particularly durable and high-quality compounds are formed when the unimpregnated carbon-fibre textile is drilled by means of USP laser radiation, into which functional elements are subsequently inserted in a form-fitting manner.
Laser scanners also make it possible to form demanding drilling contours such as star-shaped holes and, thus, enable the integration of load-adapted inserts. In the later infusion process, the matrix acts as an adhesive between the carbon fibres and the insert, eliminating the need for additional adhesives.






