































Advancements and shop actions can reduce the difficulty of a challenging process.
As advancedmanufacturing.org reports, Swiss-style machine tools can be a good choice for making complex parts. On the downside, however, Swiss machining itself has a reputation of being complex—and, therefore, more difficult to master than standard machining.
That’s why companies that produce Swiss machines and related products have been trying to make Swiss machining simpler for operators, setup personnel and programmers. Their efforts have yielded a number of important advancements. In addition to taking advantage of these, shops interested in Swiss machining can take some practical steps to make it easier for operators to get a handle on the process.
Using eight-station turrets and a counter spindle, the Traub TNL20 can simultaneously cut both the front and back of a part with as many as four tools in the cut at once. (Provided by Index Corp.)
Making a Swiss Switch
A Swiss-style lathe is a turning machine that feeds the stock through a guide bushing. The tool cuts the stock near the bushing, which is the support point, no matter how long the workpiece. This makes Swiss machining a good choice for long and slender turned parts, such as needles.
“The guide bushing is what makes Swiss machining possible,” said Randy Carlisle, an applications engineer at Index Corp., Noblesville, Ind., a Swiss machine builder. According to Carlisle, the guide bushing arrangement allows machining of parts with length-to-diameter ratios as high as 50.
On the other hand, the guide bushing is “where 80 percent of your problems happen,” such as out-of-roundness and tool chatter, noted Chris Leclerc, Swiss product specialist at CNC Software Inc., Tolland, Conn., a CAD/CAM software developer.
So one approach to dealing with the difficulties of Swiss machining is to do less of it by using what Carlisle calls a convertible Swiss machine. This type of machine allows users to take out the guide bushing and move the chuck into its place. The “chucker mode” produces shorter parts with high accuracy in roundness, concentricity, and straightness, according to Leclerc.
Carlisle’s company and others are now turning out Swiss machines with a removable guide bushing. With the guide bushing out, “you’re back to normal lathe-type turning” of parts with maximum length-to-diameter ratios of only three, Carlisle said. “But if job shops have a mix of long and short parts, they can reinstall the guide bushing whenever they need to.” For Index machines, he added, it takes about 15 minutes to switch between Swiss and non-Swiss modes.
Tooling’s Turn for the Better
Other simplifying Swiss advancements relate to tooling. Since they lack a tool touch probe, “the biggest complaint about Swiss machines is that there is no easy way to touch off tools,” said Derek Briggs, Swiss product manager for Tsugami/Rem Sales LLC, Windsor, Conn., which sells Swiss machines. But shops can make up for this by using an offline tool presetter. Tool presetters are measurement devices used to set up cutting tools before they are installed in the machine. Presetter advantages include shorter setup time and greater tool-setting accuracy.
Though not restricted to use with Swiss-type machines, tool presetters have become increasingly popular with Swiss machine users over the last couple of years, according to Ed Garber, national sales manager for Star CNC Machine Tool Corp., Roslyn Heights, N.Y., which makes Swiss-style automatic lathes.
“Now, most companies are looking to have tools show up qualified (preset) before a job gets set up,” Garber said. “That makes things simpler for the operator.”
Another fairly recent development on the Swiss scene is the emergence of quick-change tooling, Garber noted. The growing popularity of quick-change, a modular system featuring interchangeable cutting units, is easily explained: “Once a machine is set up and running and you have to change out a tool, you’re going to save a lot of time if you don’t have to re-touch the tool off,” Garber said.
To make Swiss machining easier, many customers of Tsugami/Rem Sales want to be able to preset tools outside the machine “and then pop one out and pop one in,” said Briggs. “So we have tried to find outside vendors that can make more of a quick-change type tool for our machines.”
As an example of this, Briggs cited cartridge-style gang plates. With one of these new gang plates, he explained, “you take the cartridge out [by loosening] one screw, change your insert, slide the cartridge back in and your tool is already touched off and you’re good to go.” This system, he said, significantly reduces the amount of time and operator intervention needed to get a machine back into production after work stops for a tool change.
Software Changes Impact Swiss
Over the years, programming of Swiss machines has also gotten easier. Programmers are now able to create programs for machines quicker using CAM than they were 20 years ago, “when everything was handwritten or cut-and-paste,” said Leclerc. “In today’s world, a programmer could get by just relying on a CAM system and a ‘post’ to output the code needed.”
The term “post” refers to a post-processor, software that converts toolpaths created in a CAM system into NC programs that can be read by a machine’s controller so it can move the cutting tool along the proper paths. “Running a post-processor from the end-user perspective is nothing, whether it’s 1,000 lines or 50,000 lines. Push a button, make the code,” noted Don Davies, vice president of DP Technology Corp., Camarillo, Calif., developer of Esprit CAM software.
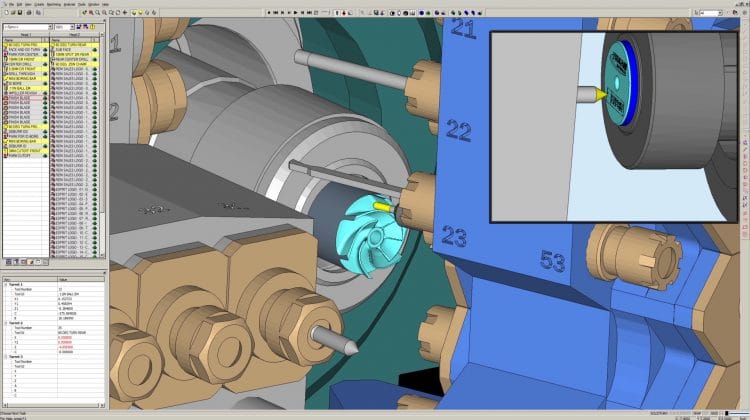
Esprit CAM software is used for Swiss-style machining of an impeller. (Provided by DP Technology Corp.)
Most Swiss machines rely on third-party software that is flexible enough to output code for multiple machine types. In fact, Swiss machines typically don’t come with any software at all, according to Briggs.
By contrast, nearly all of his company’s Swiss machines come with free CAM programming software called Abile, created by Tsugami. According to Briggs, third-party CAM software comes with a “general post” for machine tools made by different builders. When it comes to producing code for different machine brands and models, these general posts “are pretty good at all of them but not perfect on any of them, in my opinion,” Briggs said. “The nice part about Abile is that each machine model has its own software focused on that specific model. So the code that comes out is perfect for that model. This is good for people new to Swiss who never had to program a two- or three-path control and don’t know exactly how the code is supposed to look.”
In addition, Briggs said, the software is simple to use and there’s no licensing involved, so it can be put on any computer. It’s also free, while third-party Swiss machining software can cost anywhere from $20,000 to $50,000, he added.
Leclerc pointed out, however, that simple, machine-specific software may not include all the toolpaths offered by third-party CAM software, such as his firm’s Mastercam. “We have dozens of milling toolpaths for different applications,” he said. “Tsugami software may only have one or two for basic milling.”
Tsugami/Rem Sales has also introduced software for “oscillation cutting.” With their very small work area, Swiss machines tend to have problems with chip evacuation, according to Briggs. This is especially true when they’re cutting exotic materials such as Inconel and 17-4 stainless steel, which can produce long, stringy, hard-to-break chips. “If you can’t break those chips, they’re going to wrap around your part and tools,” Briggs said. “Then the operator will have to stop the machine and pull the chips off by hand.”
To prevent chip wrap and the required operator intervention, the new software oscillates the tool axis at a certain frequency during the cutting process to thin and break chips of hard-to-cut materials. “This makes it a lot easier for operators to trust that they can walk away from that machine and it’s going to break chips all day,” Briggs said.
For easier human-machine communication, Star CNC Swiss machines now offer what Garber called a
“conversational” keep relay page on the control screen. “In the past, keep relays were all binary code,” Garber said. “When people wanted to do something a little out of the ordinary on a machine, they might have had to dig through books to try to figure out what to tell the machine. Now it’s all conversational.”
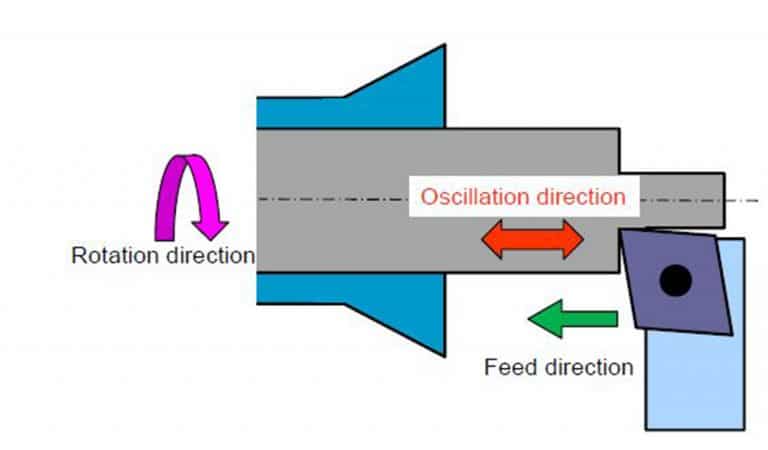
In Swiss-style machining operations, oscillation cutting, as shown here, helps break up chips made from machining exotic materials. (Provided by Tsugami Rem Sales LLC)
To explain what he means by this, Garber offers this example: If someone wants to install a thread whirler on a Swiss machine, that person would simply answer “yes” to the on-screen query “Do you have a thread whirler installed?” and all the necessary data changes in the keep relays would automatically be made.
How Shops Can Help Themselves
Besides looking at how others can make things easier for them, shops that perform Swiss machining can take actions to make things easier on themselves. For one, they can resist the urge to buy the cheapest Swiss machines.
According to Miguel Aponte, application and service engineer for Swiss machine-tool manufacturer Tornos Technologies US Corp., Des Plaines, Illinois, a lot depends on how much shops are willing to spend for their machines.
“If you spend $50,000 versus $1 million, there’s a lot of difference in quality and the ease of performing the job,” Aponte said. “When you have a machine with tools that are breaking and changeovers that take forever, you change the environment of the manufacturing site. There’s a lot of stress and people are frustrated. But when you have good equipment, that creates another type of environment. Operators are more motivated and people are happy because they have machines that are easy to set up and maintain and barely need to be adjusted in eight hours.”
In addition, cost-conscious shops starting out with the cheapest machines may not have considered how many operators and operator hours their choice will require. “We have customers who start with single-spindle Swiss machines,” Aponte said. “But if they bought eight machines, for example, they also need eight good operators.”
On the other hand, he noted, if these customers had bought a multi-spindle machine for high-volume production, they could have had one operator running the equivalent of eight less expensive machines. High-end multi-spindle Swiss machines can also run lights-out without any operator, he added.
Not surprisingly, Swiss machining also goes better when the people working with the machines are well trained. Tornos offers training in almost all areas related to the customer’s purchase. Training classes are now offered in both the U.S. and Switzerland. Aponte trains buyers of multi-spindle machines both at his own location and customer facilities.
Tsugami/Rem Sales also offers Swiss machine training to customers. This training comes in the form of free weeklong classes typically given monthly throughout the year at one of the company’s 15 distributor locations. The training is available for the life of a customer’s machine. “If a customer loses a guy who ran a machine for 10 years and has to hire a new guy who has never worked on Swiss, they can send that new guy to this class free of charge,” Briggs said, adding that customers can also send more than one person at a time for training.
Another option for shops that might be struggling a bit with Swiss machining is to hire people who already possess a great deal of technical knowledge—namely, engineers.
Davies believes shops should embrace engineers, even if the firms are currently staffed and run by people who have learned as they went along and don’t have technical degrees. “I’ve seen engineers go into shops and make a big difference very quickly because they have a set of skills that are applicable,” he said.
Improvements on the Horizon
Swiss machining may soon become even more user-friendly if certain expected developments reach the market. For example, to help fill the void left by experienced operators as they pass from the scene—and also to make things easier for their replacements—some tooling manufacturers are developing what Carlisle calls “intuitive tooling” that can monitor key machining variables such as heat, vibration and tooling pressure. This information is sent to the machine control, which can then make changes to the process (speeding up a spindle or feed rate, for example) to maintain optimal cutting conditions.
According to Carlisle, Index is working with a couple of tooling manufacturers on this type of technology. In addition to relieving newer operators of some responsibility for machining conditions, Carlisle believes the technology will improve surface finishes and tool life in Swiss machining operations.
In addition, Garber sees graphics coming to control screens that are similar to what CAM programmers see on their screens. These graphics will be simulations of what is happening inside the machine during cutting operations.
Graphics on the controls can serve two purposes that make things easier on Swiss machine operators, according to Garber. One is to make operators more comfortable with safety restrictions that prevent them from putting their heads inside a running Swiss machine to see if any adjustments need to be made.
The other is simply to make Swiss machining seem easier. “It’s less intimidating if there are cool graphics on the screen,” Garber said. “If an operator perceives that a Swiss machine is easier to run, then it is easier to run.”
WinCNC Software Offers CNC Serial Communication, Editing for Citizen Cincom and Citizen Miyano Machines
The continued development of proprietary software is a key part of making Swiss-style machine tools more productive and easier to operate. For example, Swiss machine builder Marubeni Citizen-Cincom Inc., Allendale, N.J., offers WinCNC, a special communication and editing software for its Citizen Cincom Swiss-type CNC lathes and Citizen Miyano fixed headstock lathes.
WinCNC was developed for Citizen users to be able to edit up to three programming systems at the same time. As the user is creating a CNC program, several tools help complete sections of the CNC code.
WinCNC (32-bit Windows) is offered for Win95-WinXP/Win7-Win8 with compatibility settings to Win8/Win10XP.
The software can create and/or edit CNC programs unique to Cincom E/L/M/B Series machines with Mitsubishi Meldas and FANUC controls. There are three program editors on the screen at one time, lines $1-$3, that enable users to create a CNC program faster and easier than at the CNC. Users can copy and/or move data, or a whole program between $1-$3 with simple key presses. Users can also use Windows keystrokes for all of the editing functions.
The software also has functions to help users find a center drill feed depth, sfm-rpm, thread/groove/mill flats programming, radius comp., machining data page information, simulation data, CNC calculator, triangle (trig) calculator, tap drill information, line numbering, and engraving, all with a key or mouse press. This saves time and does not require other notes while programming.
While editing a CNC program, M and G code help commands can be viewed on the screen at any time. A detailed list of M and G codes for Cincom machines are included, some of which are not in the Cincom manuals. Also, all of the codes are explained in detail, sometimes better than in the Cincom manual, according to Marubeni Citizen-Cincom.
Printing from the software is simple and programs are printed in two or three columns automatically by the machine type. Also, the machining data page information is explained on the printout for setup. If a user has a single program (FANUC or Yasnak), he can print his program in one, two or three columns to save paper and time.
The software also offers a program queuing check that will check all the special sync codes to confirm proper alignment, such as G800s, G700s, G600s and !1!2L2. This saves time and troubleshooting at the machine, according to the company.
The software sets up communication between the computer and any Cincom machine. If a shop has other types of controls, they can configure the software to work with those controls.
