
























")





Lijevano željezo je legura željeza i ugljika, a dobiva se taljenjem sirovog željeza u visoko toplinskim pećima. Postotak ugljika iznosi od 2.08 % do 6.9 %, no najčešći sadržaj ugljika je između 3 % i 4.5 %.
Taljenjem željezne rude pri temperaturi 1500°C – 1600°C dobiva se sirovo željezo. Sirovo željezo je međuproizvod koji mora proći kroz dva različita procesa kako bi se moglo koristiti: jedan za proizvodnju čelika, a drugi za proizvodnju lijevanog željeza pretaljivanjem sirovog željeza i dodavanjem elemenata kako bi se poboljšala njegova svojstva.
Proizvodnja čelika sastoji se od lijevanja rastaljenog sirovog željeza u peći kroz koju se upuhuje kisik čime se smanjuje sadržaj ugljika legure na potrebnu razinu (čelik sadrži <2% ugljika). S druge strane, dodavanjem drugih elemenata legura zahtjeva posebna svojstva.
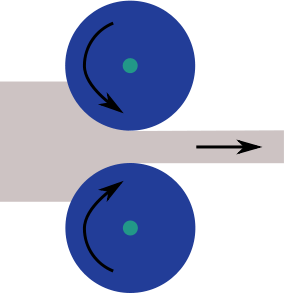
Kada je čelik gotov, valja se. Valjanje je postupak oblikovanja metala pri čemu se metal propušta između okretajućih valjaka kako bi se dobio željeni oblik i debljina. Ovakva deformacija uključuje cjelokupan volumen metala.
Lim, metalne šipke, metalni profili i drugi proizvodi izrađeni su od sirovog materijala koji se koristi u metaloprerađivačkoj industriji. Dobivaju se valjanjem i preoblikuju se u gotove proizvode potrebne za tržište.
Tijekom toplog valjanja lim se zagrijava iznad temperature rekristalizacije te se veoma brzo rekristalizacijom stvara nova struktura pa nije potrebna hladna obrada. No, zbog skupljanja metala, krajnji rezultat nije toliko precizan i površina je lošije kvalitete. Proizvodi koji se dobivaju vrućim valjanjem su čelične trake, željezničke šine, L grede, bešavne cijevi i kolutovi.
Hladno valjanje odvija se ispod temperature rekristalizacije te je stoga hladnom obradom postignuta veća tvrdoća materijala. Za razliku od toplog valjanja, ovaj postupak zahtjeva više rada i veću potrošnju energije, no rezultat je mnogo precizniji te daje bolju konačnu obradu. Završni proizvodi hladnog valjanja su bešavne cijevi, kutije i valjani proizvodi.
Prije nego što se koristi u proizvodnji, metal se obično prodaje u pločama raznih širina, duljina i debljina. Osim toga, ploče su s dimenzijske tolerancijama koje se posebno odnose na debljinu što može stvoriti probleme tijekom savijanja.
Tablica I – Tolerancija debljine hladno valjanih traka, kolutova i lima (UNI EN 10258- 10259). Debljina se mjeri na min 10 mm od rubova.
|
Normalna debljina |
Hladno valjani lim, tanki lim, kolutovi | Hladno valjane trake |
| 0.2 < t ≤ 0.4 | ± 0.05 | ± 0.03 |
| 0.4 < t ≤ 0.7 | ± 0.07 | ± 0.05 |
| 0.7 < t ≤ 1 | ± 0.10 | ± 0.06 |
| 1 < t ≤ 1.45 | ± 0.12 | ± 0.07 |
| 1.45 < t ≤ 1.8 | ± 0.15 | ± 0.08 |
| 1.8 < t ≤ 2.1 | ± 0.17 | ± 0.09 |
| 2.1 < t ≤ 2.5 | ± 0.20 | ± 0.10 |
| 2.5 < t ≤ 3 | ± 0.22 | ± 0.12 |
| 3 < t ≤ 3.3 | ± 0.25 | ± 0.13 |
| 3.3 < t ≤ 3.7 | ± 0.30 | ± 0.15 |
| 3.7 < t ≤ 4.25 | ± 0.35 | ± 0.18 |
| 4.25 < t ≤ 5 | ± 0.35 | ± 0.20 |
Tablica II – Tolerancija debljine toplo valjanog lima, tankog lima, kolutova i traka (UNI EN 10029 – 10051). Debljina se mjeri na min 10mm od rubova.
|
Normalna debljina [mm] |
Tolerancija za nazivnu veličinu [u mm] |
|
| s ≤ 5 | + 0.35 / – 0.25 | + 0.50 / – 0.25 |
| 5 < s ≤ 10 | + 1.20 / – 0.25 | |
| 10 < s ≤ 19 | + 1.40 / – 0.25 | |
| 19 < s ≤ 25 | + 1.50 / – 0.25 | |
| 25 < s ≤ 40 | + 1.80 / – 0.25 | |
| s 40 | dogovorit će se u trenutku narudžbe | |
Također, neke druge karakteristike lima mogu uzrokovati probleme tijekom savijanja zbog čega operater ne može točno predvidjeti razultat savijanja. Zbog toga se neprestano moraju provjeravati radni komadi i ispravljati parametri savijanja.
Kemijski sastav
Kemijski sastav lima ponekad se mijenja pri lijevanju. Stoga konačan rezultat savijanja može varirati ovisno o korištenom limu.
Temperatura
Drugi faktor koji utječe na rezultat savijanja je temperatura lima obzirom da elastičnost čelika varira ovisno o limu. Zbog toga konačan rezultat savijanja može varirati ovisno o vremenskim uvjetima na radnom mjestu.
Rezanje
Kada se lim reže, metal duž linije rezanja je očvrsnut ovisno o korištenoj tehnologiji. Stoga tijekom savijanja nastaju različite reakcije na tom području. Uz to, tijekom pozicioniranja lima uz stražnje graničnike strugotine mogu uzrokovati probleme. Svi takvi ostaci moraju se ukloniti kako bi se izbjegle poteškoće tijekom savijanja.
Vlakna valjanja
Prilikom planiranja bilo kakvog rezanja, treba paziti da se savijanje uvijek vrši u istom smjeru (paralelno ili poprečno) vlakana valjanja (koji nastaju tijekom valjanja lima). Paralelno ili poprečno savijanje lima prema vlaknima valjanja rezultira u različitim vlačnim silama. Ako je savijanje paralelno, obično na najduljoj strani lima, vlačna sila je manja te se mogu pojaviti pukotine na vanjskoj strani profila.
Završna obrada
Završna obrada može uzrokovati probleme tijekom savijanja sprečavajući operatera da postigne željeni kut. To se događa sa satiniranim čelikom, perforiranim limom i rebrastim limovima.