






















Nova svrdla s tri kanala dizajnirana za visoku efektivnu proizvodnju mogu poboljšati brzinu bušenja rupa u čeliku za 50%, a istovremeno poboljšati zaobljenost i točnost.
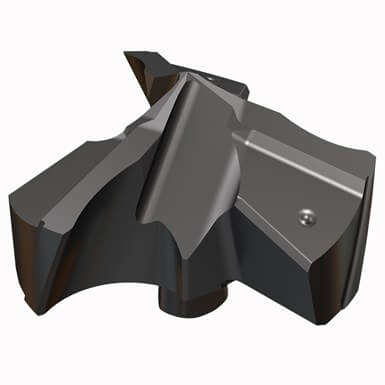
Logiq 3 Cham iz Iscara svrdlo za probijanje slijepih i prolaznih rupa u željeznim i čeličnim legurama. Svrdlo koristi zamjenjivu glavu, s više promjera dostupnih za upotrebu na istom tijelu svrdla. “Dodavanje trećeg kanala svrdlu ima nekoliko neposrednih učinaka”, kaže Craig Ewing, nacionalni specijalist za bušenje za Iscar. „Prvo, dodatni rezni rub omogućuje 50% povećanje uklanjanja materijala u odnosu na 2 kanala. Drugo, treći kanal poboljšava stabilnost koja ima učinke prenošenja tijekom cijelog postupka. “
Sve brže uklanjanje metala
Dodatni kanal znači 50% više reznih rubova, što znači 50% više materijala uklonjenog tijekom jednog okretanja. Udubljeni dizajn reznog ruba nalik kuki stvara manje iverje koje se brzo i jednostavno evakuira zahvaljujući dizajnu osovine alata, osiguravajući dosljedno uklanjanje ivera usprkos gužvi koju biste mogli zamisliti dodavanjem trećeg utora.
Osim toga, operateri mogu prilagoditi brzinu posmaka kako bi se dalo prednost agresivnom uklanjanju materijala ili duljem vijeku trajanja alata. “Treći kanal znači da pri nižim brzinama vretena svaki rezni rub ima manje habanja kako bi se postigla ista brzina uklanjanja materijala u usporedbi sa svrdlima s dva kanala”, kaže Ewing. “Kompromis je taj što korisnici mogu postići vrlo agresivne stope uklanjanja materijala pri većim brzinama, što znači da moraju odlučiti hoće li dati prednost vijeku trajanja alata ili uklanjanju materijala.”
Stabilnost poboljšava zaobljenost i preciznost rupa
Ključna prednost trećeg kanala Logiq 3 Cham je dodana stabilnost, prema Ewingu. “Poboljšana stabilnost dovodi do bolje zaobljenosti i poboljšane točnosti”, kaže Ewing. “To znači bolju površinsku obradu i uže tolerancije.”
Glave svrdla također imaju samocentrirajuću točku koja se kombinira s poboljšanom stabilnošću kako bi korisnici mogli izraditi rupe u čelik bez bušenja pilot rupa, čak i pod kutovima. “Logiq 3 Cham može bušiti rupe pod kutom do 12 stupnjeva bez pilot rupa”, kaže Ewing. “Te rupe imaju istu zaobljenost i točnost kao one s pomakom od 0 stupnjeva.”
Bušenje prema specifikacijama
Logiq 3 Cham dostupan je u promjerima od 0,472 do 1,02 inča s korakom od 0,004 inča. Tijelo svrdla dostupno je u duljinama 1,5, 3, 5 i 8 puta promjera, a Ewing preporučuje upotrebu s prolaznom rashladnom tekućinom, jer je glavno ograničenje duljine evakuacija iverja. “Tijelo alata dizajnirano je za učinkovitu evakuaciju iverja”, kaže on, “ali bez prolazne rashladne tekućine ograničeno je na dubinu dvostrukog promjera.”
Prema Ewingu, Iscar je odlučio koristiti zamjenjive glave svrdla kako bi poboljšao vijek trajanja alata. “Znamo da mnogi kupci vole prebrusiti svrdla, ali geometrija svrdla s tri kanala to čini gotovo nemogućim”, kaže on. “Umjesto toga, koristili smo zamjenjivu reznu pločicu koja omogućava korisniku da brzo zamijeni istrošenu glavu novom, smanjujući troškove zamjene i smanjujući vrijeme za njezinu izmjenu.”
Izvor: Iscar









